欢迎您访问中国氢能与燃料电池网


2025-11-13 来源:瑞麟氢能 浏览数:626
电解水制氢作为绿氢生产的核心技术,其效率提升与成本优化是推动氢能规模化应用的关键。本文基于系统组成、效率模型及典型技术路
电解水制氢作为绿氢生产的核心技术,其效率提升与成本优化是推动氢能规模化应用的关键。本文基于系统组成、效率模型及典型技术路线对比,深入解析当前电解水制氢的技术现状与发展方向。
一、电解水制氢系统的基本组成与工作原理
电解水制氢系统主要由一次能源系统与电解池系统两部分构成(如图所示)。

其核心功能是将一次能源(如电能、热能)转化为氢气的化学能。根据电解池技术路线的差异,系统工作模式可分为两类:
低温电解(碱性/ SPE电解池):工作温度约80℃,仅需电能驱动。一次能源系统输出电能(ΔG)至电解池,直接将液态水或水蒸气电解为氢气与氧气。
高温电解(SOEC电解池):工作温度高达800~950℃,需同时输入电能(ΔG)与高温热能(Q)。在一次能源系统的协同下,水蒸气在高温下被电解,显著降低电能消耗需求。
二、制氢效率的定义与模型构建
电解水制氢的本质是一次能源向二次能源(氢能)的转化过程,其效率定义为氢气能量含量与一次能源消耗总量的比值。总制氢效率模型可表示为:
ηt=Qth+QelΔHH(1)
其中,ΔH_H为氢气的焓值(反映氢能能量含量);Q_th为电解池所需热能;Q_el为产生电解电能所消耗的热能(即一次能源系统为发电付出的热能代价)。
对于碱性或SPE电解池(仅耗电),总效率进一步简化为:
ηt=ΔG(T)/(ηelηes)ΔHH(2)
式中,ΔG(T)为温度T时水分解的理论吉布斯自由能;η_el为一次能源系统发电效率;η_es为电解池系统效率(η_es=E(T)/V_op(i,T),E(T)为理论分解电压,V_op(i,T)为实际电解电压)。
而SOEC电解池因同时消耗电能与热能,其效率计算需综合考虑热循环利用与损失,公式更为复杂(如文中所示),核心在于平衡热损失与热回收效率(η_th)。
三、主流电解技术路线效率对比
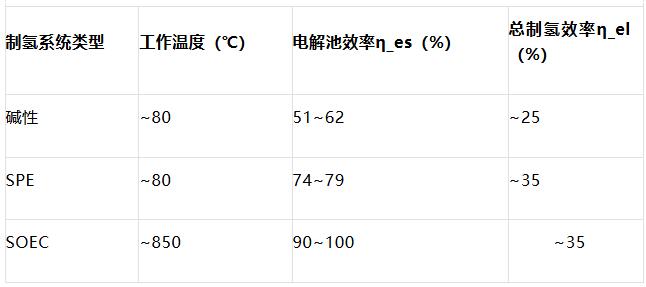
通过实验数据与模型计算,三种典型电解系统的总制氢效率对比如下(表):
技术特点分析:
碱性电解槽:技术最成熟、成本最低(因材料与工艺简单),但效率仅51%~62%,主要受限于低电解效率(η_es)与系统损耗。
SPE(固体聚合物电解质)电解槽:采用离子交换膜技术,电解效率提升至74%~79%,总效率相应提高至35%左右;但因膜材料(如全氟磺酸膜)及贵金属催化剂成本高昂,目前多用于小规模场景。
SOEC(固体氧化物电解槽):实验阶段效率已达90%以上(η_es接近100%),但依赖850℃以上高温环境,对材料(如陶瓷电解质、耐高温电极)的抗腐蚀性与稳定性要求极高,规模化应用仍需突破技术与成本瓶颈。
四、发展方向与挑战
当前电解水技术的核心目标是提升SPE与SOEC的效率,同时大幅降低成本。对于SPE,优化膜材料与催化剂性能、降低欧姆损耗是关键;对于SOEC,需解决高温下材料衰减问题,并探索余热回收技术以提高系统综合能效。随着可再生能源(如风电、光伏)成本持续下降,结合高效电解技术的大规模绿氢生产,将为“双碳”目标下的能源转型提供重要支撑。
综上,电解水制氢技术的进步不仅依赖单一环节的突破,更需系统级优化——从一次能源匹配到电解池材料创新,再到全流程热管理与成本控制,每一步都关乎绿氢产业的未来竞争力。
版权与免责声明:
凡注明稿件来源的内容均为转载稿或由企业用户注册发布,本网转载出于传递更多信息的目的,如转载稿涉及版权问题,请作者联系我们,同时对于用户评论等信息,本网并不意味着赞同其观点或证实其内容的真实性;
本文地址:http://www.h2fc.net/Technology/show-4056.html
转载本站原创文章请注明来源:中国氢能与燃料电池网
13811802542
(周一至周五 9:00-18:00)

氢能与燃料电池产业
微信扫描关注
 手机浏览网
手机浏览网




